

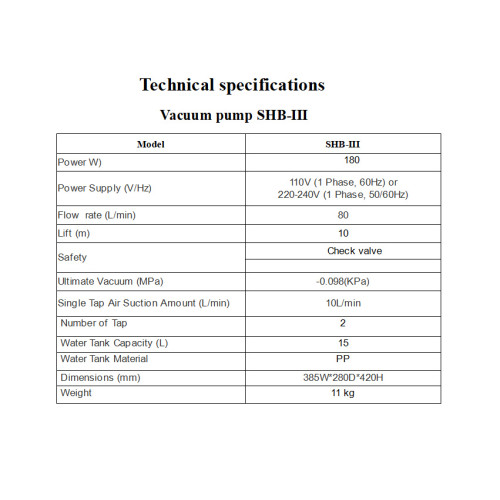


"Vacuum pump SHB-III"
Power supply : 110V (1 phase, 60Hz) or 220-240V (1 phase, 50/60Hz)
Motor power : 180W
Flow rate : 80 l/min
Ultimate vacuum : 0.098 MPa
Number of heads : 2
Material : Anti-corrosion
Weight : 11kg
Extraction volume of one head: 10 l/min
Features:
Water circulating vacuum pump adopts circulating water as the working fluid to generate negative pressure by liquid jet. It can provide negative pressure for the processes of evaporation, distillation, crystallization, drying, sublimation, pressure reducing filtration and so on, especially suitable for laboratories and small tests in industries such as universities and colleges, scientific research institutes, chemical industry, pharmaceuticals, biochemistry, food, pesticides, agricultural machinery, biological engineering.
Advantages:
1. Saving water resources.
2. Saving more than 35% electricity compared with other types of vacuum pumps.
3. Specialized liquid silencer can make the vacuum degree higher by reducing the gas in water and make it quieter by reducing the friction between gas and liquid.
4. Equipped with double tap and double gauge, it can be used alone or in parallel.
5. Resistant to acid, alkali and solvent.
6. High quality motor with fluororubber seal, which can avoid the penetration of corrosive gas.
7. Replace the water regularly to keep it clean and ensure the perfect vacuum condition.
8. Reduce the pe iodine to replace water when it is used to pump corrosive gas.
9. SHB-III: The body, water tank, ejector, tee, check valve and suction pipe are made of PP material. The pump body and impeller (six flow channels, double seal) are made of SUS304.
Have a question about this product?
- Link
- Price
- Availability
- Quantity
- SHB-III
- 1,372.00€
- 7
-
-
Overview
The Vacuum pump SHB-III is a water circulating vacuum pump that uses circulating water as the working fluid to generate negative pressure through liquid jet action. Built with anti-corrosion materials and weighing 11 kg, it is designed as a compact, reliable source of negative pressure for a wide range of laboratory and small-scale industrial processes. Its dual-head configuration allows it to be operated as a single unit or to deliver vacuum to two stations at once, making it a versatile fixture in many laboratory workflows.
Technical Specifications
- Power supply: 110V (1 phase, 60Hz) or 220–240V (1 phase, 50/60Hz)
- Motor power: 180W
- Flow rate: 80 l/min
- Ultimate vacuum: 0.098 MPa
- Number of heads: 2
- Extraction volume of one head: 10 l/min
- Material: Anti-corrosion construction
- Weight: 11 kg
On the SHB-III, the body, water tank, ejector, tee, check valve and suction pipe are made of PP material, while the pump body and impeller (six flow channels, double seal) are made of SUS304. The high-quality motor uses a fluororubber seal that helps prevent the penetration of corrosive gas, and the unit is resistant to acid, alkali and solvent.
Applications
The SHB-III can provide negative pressure for evaporation, distillation, crystallization, drying, sublimation, pressure-reducing filtration and similar processes. It is especially suitable for laboratories and small-scale tests in universities and colleges, scientific research institutes, and the chemical, pharmaceutical, biochemistry, food, pesticide, agricultural machinery and biological engineering industries. The pump pairs naturally with glassware for vacuum filtrations, where its dual taps allow two filtration setups to run side by side. It is equally well suited to driving the reduced-pressure conditions required for rotary evaporations, and supports the lower pressures used during solvent recovery in jacketed reactor systems.
Key Advantages
- Uses circulating water as the working fluid, helping to save water resources.
- Saves more than 35% electricity compared with other types of vacuum pumps.
- A specialized liquid silencer raises the vacuum degree by reducing gas in the water and lowers noise by reducing friction between gas and liquid.
- Equipped with double tap and double gauge, allowing use alone or in parallel.
- Resistant to acid, alkali and solvent, with a fluororubber-sealed motor to guard against corrosive gas penetration.
Maintenance Notes
To maintain optimal performance, the circulating water should be replaced regularly to keep it clean and ensure a stable vacuum condition. When the pump is used to draw corrosive gas, the interval between water changes should be shortened to protect the unit and preserve its vacuum capability. With its corrosion-resistant construction and straightforward upkeep, the SHB-III is a dependable choice for routine laboratory vacuum needs.