




Vacuum pump SHB-B95
Maximum vacuum: 0.098 MPa
Extraction volume of one head: 10 l/min
Capacity tank: 57 L
Circulation flow rate: 100L/min
Pump head: 12m
Features:
Water circulating vacuum pump adopts circulating water as the working fluid to generate negative pressure liquid jet. It can provide negative pressure for the processes of evaporation, distillation, crystallization, drying, sublimation, pressure reducing filtration and so on, especially suitable for laboratories and small testing in industries such as universities and colleges, scientific research institutes, chemical industry, pharmaceuticals, biochemistry, food industry, agricultural machinery, biological engineering.
1. It is widely used in research experiments, small-scale testing and small-scale production with the processes of evaporation, distillation, crystallization, drying, sublimation, pressure-reducing filtration.
2. The working principle is the same as that of the desktop vacuum pump.
3. Compared with the desktop vacuum pump, larger suction air volume can meet the requirement of negative pressure with large suction air volume.
4. Five taps can be used separately or in parallel. The five-way adapter can connect five valves to increase the amount of air intake, which can meet the experimental requirements large-scale rotary evaporator or reactor.
5. The motor is supplied by famous manufacturer with fluororubber seal, which can avoid the penetration of corrosive gas.
6. The water tank is made of polyvinyl chloride (PVC). The body is made of carbon steel and the surface is electrostatic sprayed.
7. Copper ejector; Tee, check valve and suction pipe are made of polypropylene.
8. Pump body and impeller are made of 304 stainless steel.
Have a question about this product?
- Link
- Price
- Availability
- Quantity
- SHB-B95
- 1,570.00€
- 8
-
-
Overview
The Vacuum pump SHB-B95 is a water circulating vacuum pump that uses circulating water as the working fluid to generate a negative pressure liquid jet. This operating method makes it a versatile source of vacuum for a wide range of laboratory and small-scale industrial processes, including evaporation, distillation, crystallization, drying, sublimation and pressure-reducing filtration. It is well suited to laboratories and small testing applications in universities and colleges, scientific research institutes, the chemical, pharmaceutical, biochemistry, food and agricultural machinery sectors, as well as biological engineering work.
Performance and Capacity
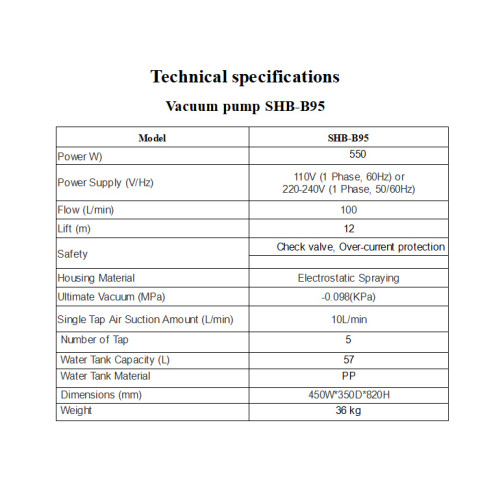
The SHB-B95 delivers a maximum vacuum of 0.098 MPa, with each head providing an extraction volume of 10 l/min. The integrated tank holds 57 L of working water, and the unit maintains a circulation flow rate of 100 L/min with a pump head of 12 m. Because it shares the same working principle as a desktop vacuum pump while offering a larger suction air volume, it is able to meet negative pressure requirements that demand higher air throughput.
- Maximum vacuum: 0.098 MPa
- Extraction volume of one head: 10 l/min
- Capacity tank: 57 L
- Circulation flow rate: 100 L/min
- Pump head: 12 m
Design and Construction
The pump is equipped with five taps that can be used separately or in parallel. The five-way adapter connects five valves to increase the amount of air intake, allowing the unit to serve large-scale rotary evaporators or reactors. The motor is supplied by a recognized manufacturer and features a fluororubber seal that helps prevent the penetration of corrosive gas. Materials are selected for durability and chemical resistance: the water tank is made of polyvinyl chloride (PVC), the body is carbon steel with an electrostatic sprayed surface, and the ejector is copper. The tee, check valve and suction pipe are made of polypropylene, while the pump body and impeller are made of 304 stainless steel. Casters are fitted to the unit for easy movement around the laboratory.
Applications and Related Equipment
This pump is widely used in research experiments, small-scale testing and small-scale production where reliable negative pressure is required. Laboratories seeking an alternative configuration may also consider a comparable Vacuum pump SHB-III for similar duties. Its high suction capacity makes the SHB-B95 a practical match for rotary evaporators and jacketed glass reactors used in evaporation and distillation workflows. For larger reaction volumes, it can also support a Glass Jacketed Reactor (Double Glass Reactor) TOPT-5L, providing the negative pressure needed for processes that require substantial air intake.
With its multi-tap design, corrosion-resistant materials and self-contained water tank, the Vacuum pump SHB-B95 offers a dependable vacuum solution for everyday laboratory and small-scale production tasks.